
The markets for roll-to-roll precision multi-layer coating have rapidly expanded. Whether coating flexible substrates for LCD and alternative display technologies, touch screens, flexible electronics or solar, battery and fuel cell assemblies, and beyond, quality remains the key competitive differentiator. Customer expectations make it essential that every step of the coating process be conducted with the utmost detail and problem-solving expertise.
Eliminating point defects is a critical requirement for ensuring the delivery of high-quality products. Despite their small size (5 microns – 10 mm), point defects have the potential to dramatically affect the final outcome of the finished product. Therefore, it is crucial to conduct a proper root cause analysis of point defects to resolve problems.
The first step to determining the defect and its cause is to examine it optically. To do this, the defect is placed under a compound microscope to search for defects ranging from two microns to several hundred. For larger defects, or defects with significant depth, a stereoscope is more suitable. Lighting choices for this examination include transmitted, reflected and oblique options as well as the choice of altering the light with polarizers, DIC, and color filters. This is usually done on a sample-by-sample basis.
Once the defect has been viewed under the proper conditions, the contract coating partner can try to decipher whether the point defect is foreign debris, a gel from undissolved resin, repellency, or unwanted byproduct from the solution being coated. Based on a number of variables such as its color, shape, edges, hardness or opacity, some information can be gathered about its cause. For example, if it is a contaminant, the contract coater can often physically dig the object out of the coating, or if the debris is not soluble, extract the contaminant by dissolving the coating. The shape can provide clues as to the cause of the defect (divots), the source of the defect (gravure pattern) and the directionality of the defect.
Once the contaminant is extracted, it is important to determine the defect’s composition. A Fourier transform infrared (FTIR) spectrometer, which records the interaction of infrared radiation with experimental samples, can be used to determine if the composition of the defect is an organic compound. Examples of common organic compounds include cotton, polyester, polyvinyl alcohol, rubber, acrylate, polyethylene, etc. In contrast, a scanning electron microscope (SEM), which uses electrons rather than light to form an image, can determine if the defect consists of inorganic materials like stainless steel, copper, zinc, brass, silver, etc. It can also decipher the distribution of the elements near the surface of the coating. This can be seen as a false color image or as a line scan.
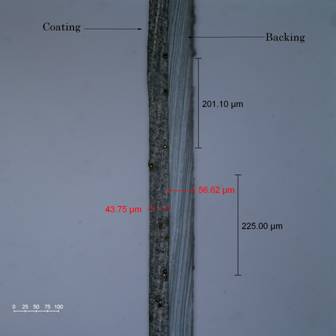
 In some instances the defect cannot be extracted from the coating because the coating is too hard, not soluble or the defect is very fragile. To work around this, a microtome can be used. Microtomes enable the film to be cut in a fashion orthogonal to the base. This reveals the profile of the defect, and is also referred to as cross section analysis. This sample can be cut into thin slices ranging from 4 to 50 microns thick, which can then be placed on a microscope slide with forceps. The film ends up lying on its side because the thickness of the cut is thinner than the thickness of the substrate and coating. This process enables the microscopist to view the side profile of the coatings with the defect embedded. If the coating is multi-layer, this approach can help determine which layer the defect is occurring in. From there, the slices can be placed in the FTIR or SEM to gather information on the defect’s composition.
In some instances the defect cannot be extracted from the coating because the coating is too hard, not soluble or the defect is very fragile. To work around this, a microtome can be used. Microtomes enable the film to be cut in a fashion orthogonal to the base. This reveals the profile of the defect, and is also referred to as cross section analysis. This sample can be cut into thin slices ranging from 4 to 50 microns thick, which can then be placed on a microscope slide with forceps. The film ends up lying on its side because the thickness of the cut is thinner than the thickness of the substrate and coating. This process enables the microscopist to view the side profile of the coatings with the defect embedded. If the coating is multi-layer, this approach can help determine which layer the defect is occurring in. From there, the slices can be placed in the FTIR or SEM to gather information on the defect’s composition.
Throughout this process, numerous physical characteristics can provide important information about the defects. For example, if the defect has a tail, the direction the coating was moving in when the defect occurred can be determined. This helps establish whether the defect was created in production or post- production. Changes in polarization can be examined near the defect to help determine if the crystallinity of the base is affected. Repeating defects are tracked down by their repeat interval and linked to idler size or frequency of vibrations. Additionally, the product can be physically altered in a destructive manner to ascertain the behavior of the defective region compared to the surrounding region. This can involve hotplates, torches, freezing, solvents etc.
 Despite their small size, point defects have the potential to dramatically affect the final outcome of the finished product. For instance, if casting a fuel cell membrane, any voids in the coating will destroy all functionality of the final product. If creating x-ray film, any defect that may mimic pathology will create potential liabilities. This summary highlights only a very small portion of the potential imperfections that may occur during the manufacturing process. There are entire databases from past analysis to enable an experienced coating operation to troubleshoot problems. A contract coater that has never experienced a particular defect before may take weeks or months to identify its source and develop a solution. In contrast, if the operation is equipped with the right instrumentation and staffed with experienced workers, defects will be dealt with quickly and efficiently. This reduces upfront costs and reduces time to market.
Despite their small size, point defects have the potential to dramatically affect the final outcome of the finished product. For instance, if casting a fuel cell membrane, any voids in the coating will destroy all functionality of the final product. If creating x-ray film, any defect that may mimic pathology will create potential liabilities. This summary highlights only a very small portion of the potential imperfections that may occur during the manufacturing process. There are entire databases from past analysis to enable an experienced coating operation to troubleshoot problems. A contract coater that has never experienced a particular defect before may take weeks or months to identify its source and develop a solution. In contrast, if the operation is equipped with the right instrumentation and staffed with experienced workers, defects will be dealt with quickly and efficiently. This reduces upfront costs and reduces time to market.
As a result, it is critical to work with a contract coating partner with a wealth of experience conducting root cause analysis. An experienced high-precision, quality coating partner with an extensive understanding of point defects can not only save a great amount of time in product scale-up, but can overcome most technology challenges to ensure the delivery of high-quality products.